Enameled wire weldability test:
Existing weldable enameled wire products heat level is usually 180, the minimum temperature of the solder 450 ℃, the minimum temperature of softening breakdown 265 ℃, long-term thermal life and electrical insulation performance is low, in order to ensure the compatibility between the welding material and the quality of welding can not form a solid connection with the welding material, in the process of determining the optimal welding parameters, including welding temperature, time, pressure, etc., and in line with relevant standards and specifications required. standards and specifications. This is why it is necessary to carry out weldability tests on enameled wires.
OVERVIEW
This test applies to enameled round wire.
Solderability is expressed as the time required for a specimen to be immersed in a solder bath to remove the coating and apply a layer of solder to the conductor.
SAFETY WARNINGS: Chemical Hazards – Lead has been recognized as a hazardous substance by regulatory agencies; the primary routes of exposure are inhalation and ingestion. The information in the Material Safety Data Sheets (MSDS) for lead, tin, flux, and alcohol must be observed when using, handling, or disposing of these products.
Adequate ventilation or forced exhaust of solder bath vapors and decomposition products of various solderable insulators may be required to comply with environmental regulations.
SAFETY WARNING: Heat Hazard – Use caution when removing specimens from the solder tank to avoid skin burns.
Weldable polyesterimide differs from polyurethane in that it has a high heat resistance and a thermal life of F to H class.
Weldable polyesterimide is also different from general polyesterimide in that it maintains the basic characteristics of polyesterimide, with excellent heat resistance, mechanical and electrical properties, and chemical resistance, as well as being weldable.
Equipment
The following equipment shall be used:
– A temperature-controlled solder bath of sufficient volume to maintain a constant solder temperature while immersing the specimen at any temperature specified in the relevant standard. The solder composition shall be 60 parts tin to 40 parts lead or lead-free solder conforming to ISO 9453 or lead-free solder as agreed between the customer and the supplier; any slag formed on the surface of the solder shall be removed prior to each test; and the temperature shall be controllable to a temperature of ±5 °C of the temperature specified in the relevant standard.
NOTE 1 Copper corrosion is greater with lead-free solder than with tin/lead compositions.
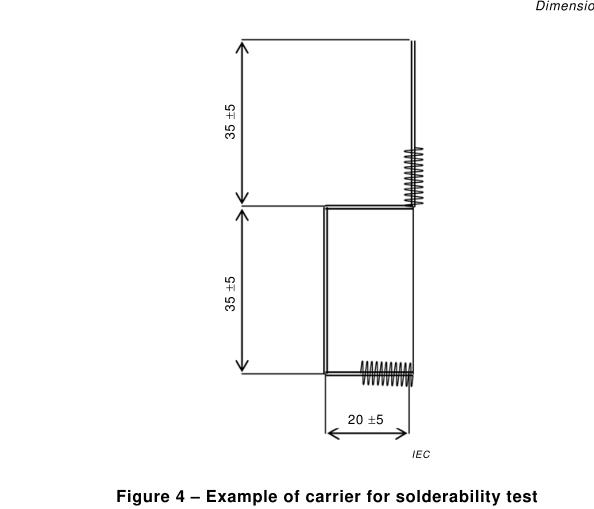
– Any specimen fixture, when immersed in solder, should have at least 20 mm between the support points to allow free clamping of the wire under test. The material used for the specimen fixture should be such that the solder is not contaminated in any way and the fixture should not be sized to cause a significant change in bath temperature during immersion.
Note 2 Contamination of the solder due to oxidation or copper can affect the results.
Procedure
Place the specimen vertically in the center of a water bath maintained at the temperature specified in the relevant standard. The bottom end shall be lowered to (35 ± 5) mm. The specimen shall be immersed within 1 0 mm of the temperature measurement point.
After immersion for the time specified in the relevant specification sheet, the specimen shall be moved laterally in the bath before being withdrawn from the solder.
The surface of the tinned conductor shall be inspected with a loupe of 6 to 10 times magnification. For conductors with a nominal conductor diameter up to and including 0.100 mm, inspection shall be limited to the center portion of the (25 ± 2.5) mm free length between supports.
For conductors with a nominal conductor diameter exceeding 0.1 00 mm, the inspection shall be limited to the lower 1.5 mm portion immersed in the can. Three specimens shall be tested. The condition of the conductor surface shall be reported.
Highly heat-resistant weldable polyesterimide enameled wire comprising a conductor core and an insulating coating wrapped around said conductor core, formed by high temperature baking of imide-modified polyesterimide insulating varnish.
Step (1): The wire blank is drawn into the bare conductor core 1 of the required size (e.g. diameter 0.071 mm) by pressure processing, the selection of the mold size is based on the cross-sectional area of the conductor of the product by the design speed ratio of the wire drawing machine tower wheel is calculated step by step;
Step (2), the bare conductor core 1 by 60 ~ 80 ℃ (preferably 65 ℃, 70 ℃, 75 ℃) of pure water cleaning, 300 ~ 800m/min (preferably 400m/min, 500m/min, 600m/min, 700m/min) speed into the annealing furnace for protective bright annealing;
Step (3) with 60 ~ 80 ° C (preferably 65 ° C, 70 ° C, 75 ° C) of pure water to quickly cool the surface of the bare conductor core 1, and then use clean cold air to quickly blow dry the surface of the bare conductor core 1 moisture, and then through the drying box to quickly dry the surface of the bare conductor core 1 residual adsorption of moisture;
Preferably, the drying temperature of the drying box is 200-300 ℃, further preferably 230 ℃, 250 ℃, 280 ℃.
Step (4) will be cleaned, annealed, dried bare copper wire to bare conductor core 1 at 300 to 800m/min (preferably 400m/min, 500m/min, 600m/min, 700m/min) speed introduced to the oven painting area, through the felt or mold when the polyesterimide insulating varnish is coated, so that the lead wire guide wheel, the paint roller groove, the felt holes or the mold holes and the bare copper wire center overlap, through the drying oven.
Preferably, said polyesterimide insulating varnish is repeatedly coated 5 to 12 times using the felt or mold according to the thickness of the paint film.
Step (5) enameled wire out of the oven room temperature air-cooled, after online detection devices to monitor the completion of the outer diameter and film continuity, and then automatically rolled in the spool, that is, the high heat-resistant weldable polyester imide enameled wire.
